

第1页 / 共38页

第2页 / 共38页

第3页 / 共38页

第4页 / 共38页

第5页 / 共38页

第6页 / 共38页

第7页 / 共38页

第8页 / 共38页
 V2版本原理图(Capacitive-Fingerprint-Reader-Schematic_V2).pdf
V2版本原理图(Capacitive-Fingerprint-Reader-Schematic_V2).pdf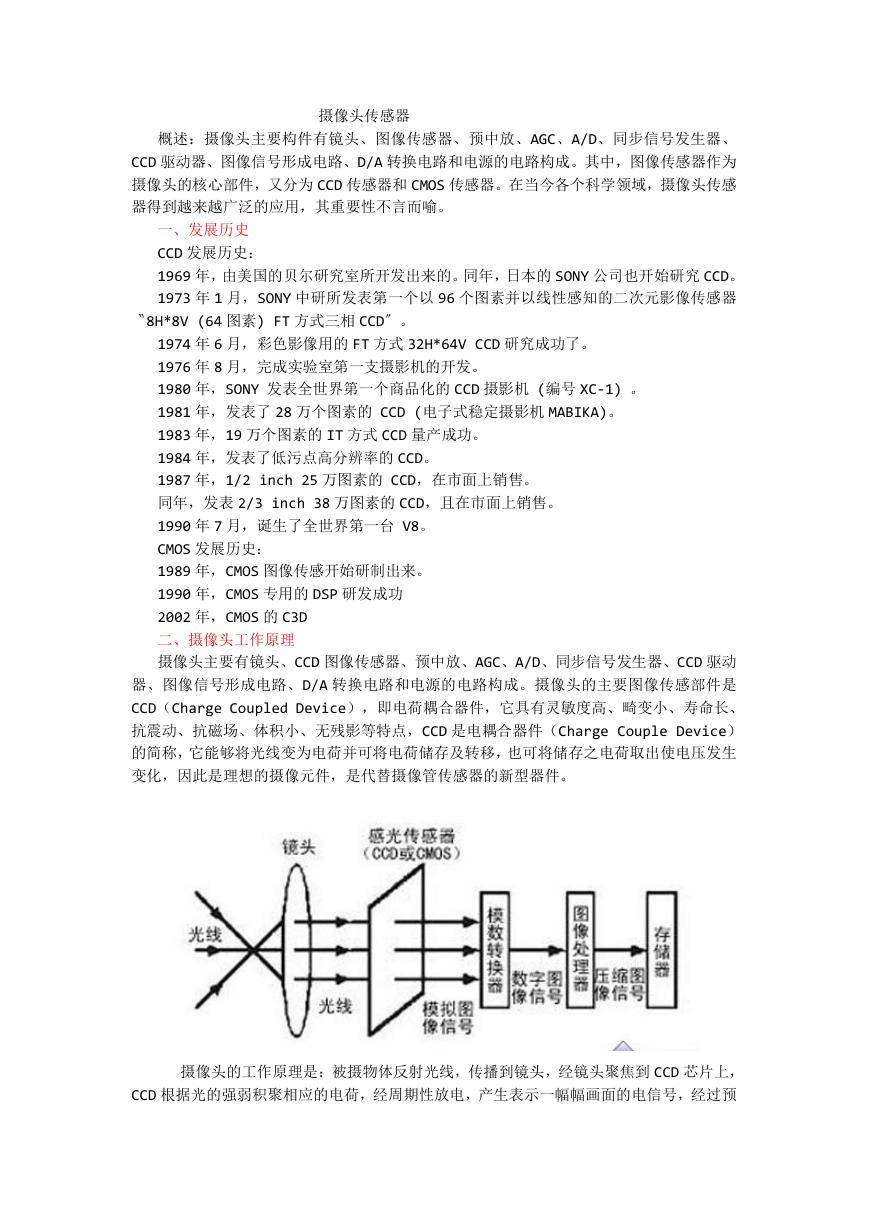 摄像头工作原理.doc
摄像头工作原理.doc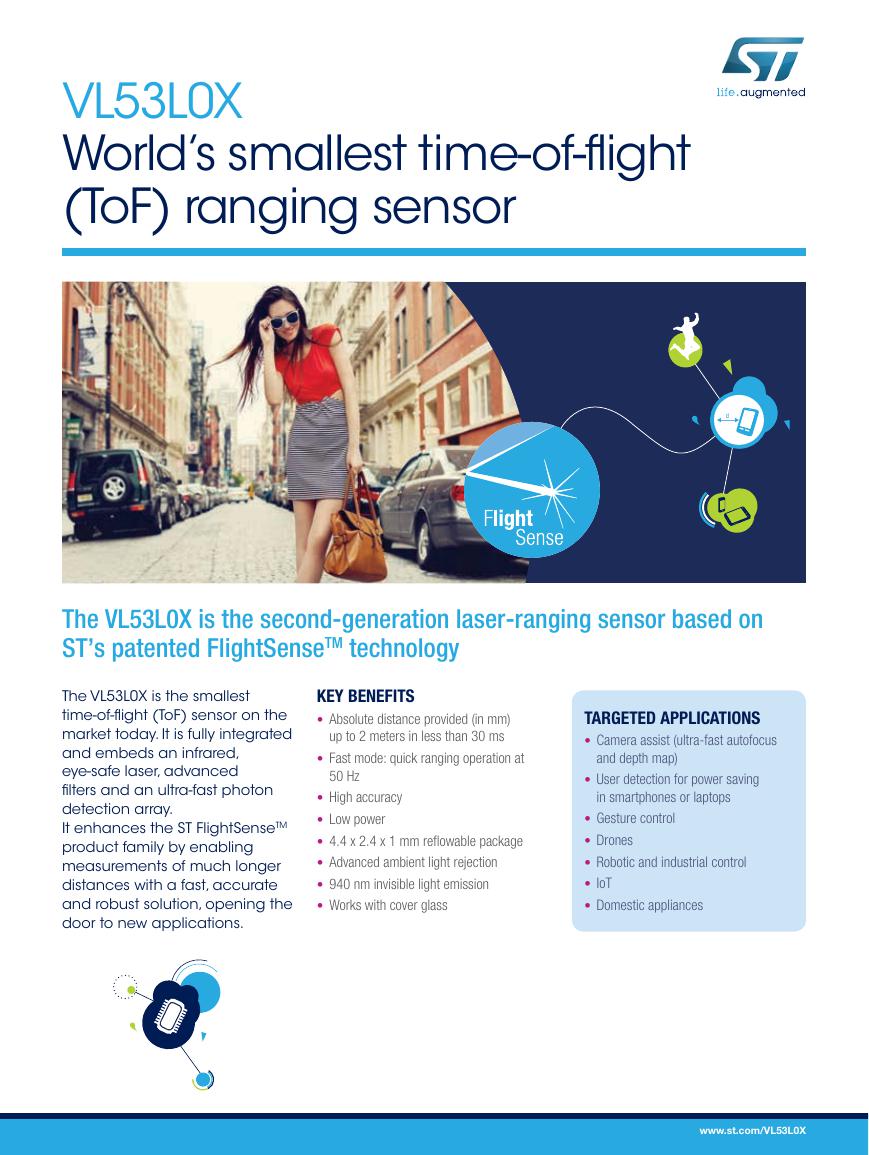 VL53L0X简要说明(En.FLVL53L00216).pdf
VL53L0X简要说明(En.FLVL53L00216).pdf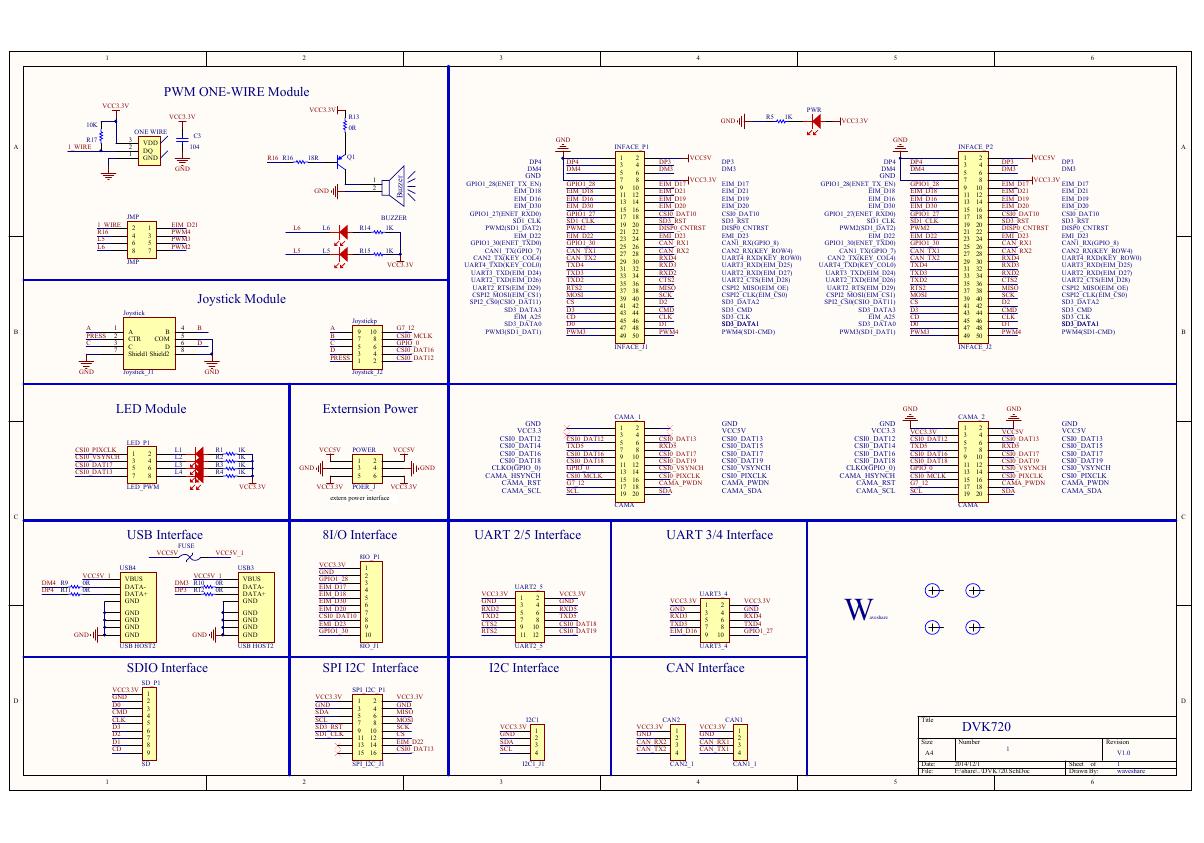 原理图(DVK720-Schematic).pdf
原理图(DVK720-Schematic).pdf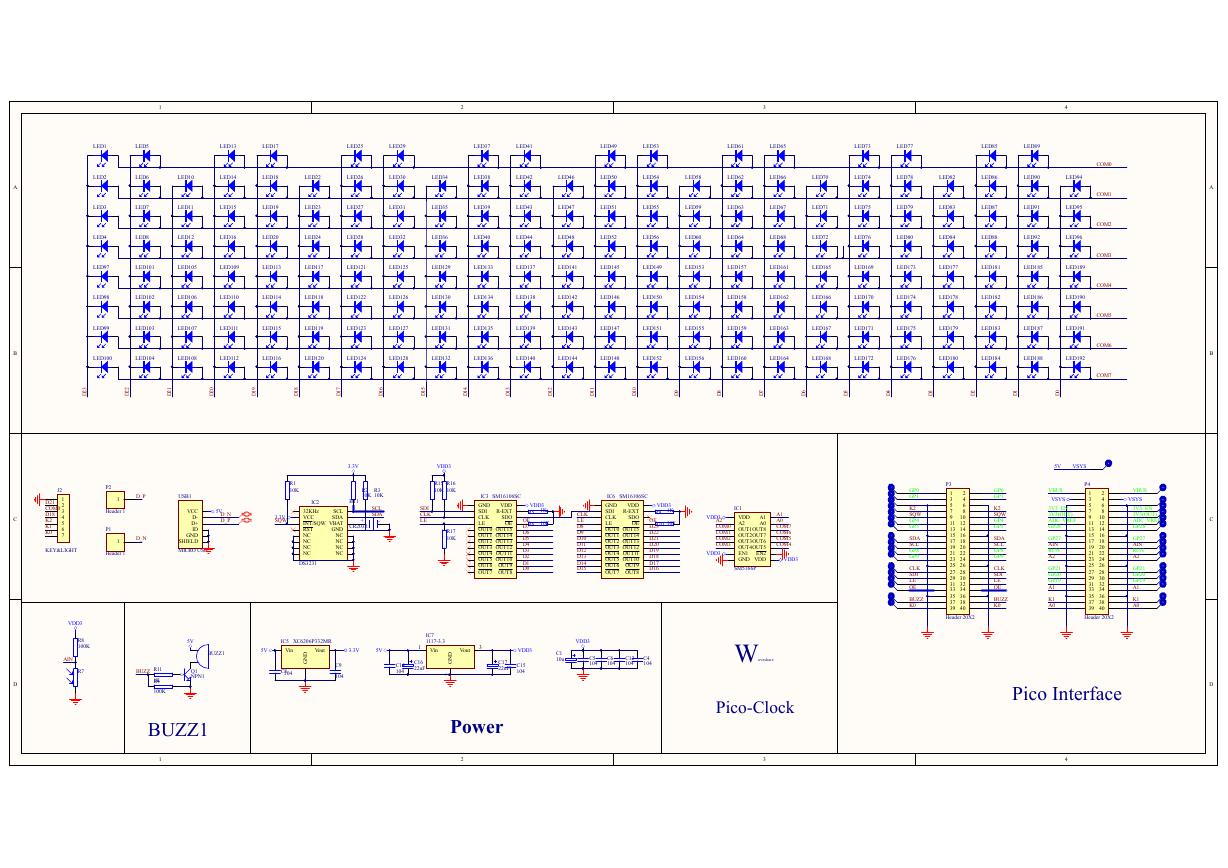 原理图(Pico-Clock-Green-Schdoc).pdf
原理图(Pico-Clock-Green-Schdoc).pdf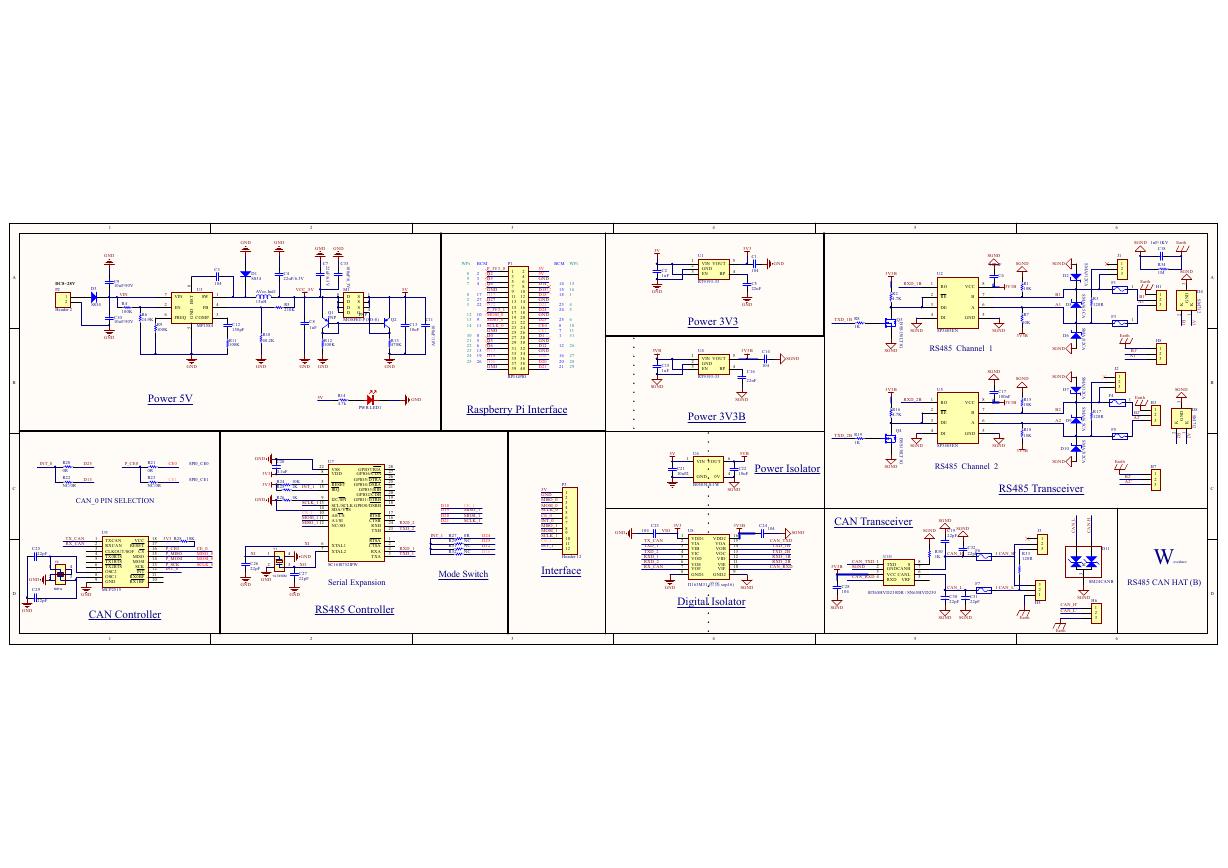 原理图(RS485-CAN-HAT-B-schematic).pdf
原理图(RS485-CAN-HAT-B-schematic).pdf File:SIM7500_SIM7600_SIM7800 Series_SSL_Application Note_V2.00.pdf
File:SIM7500_SIM7600_SIM7800 Series_SSL_Application Note_V2.00.pdf ADS1263(Ads1262).pdf
ADS1263(Ads1262).pdf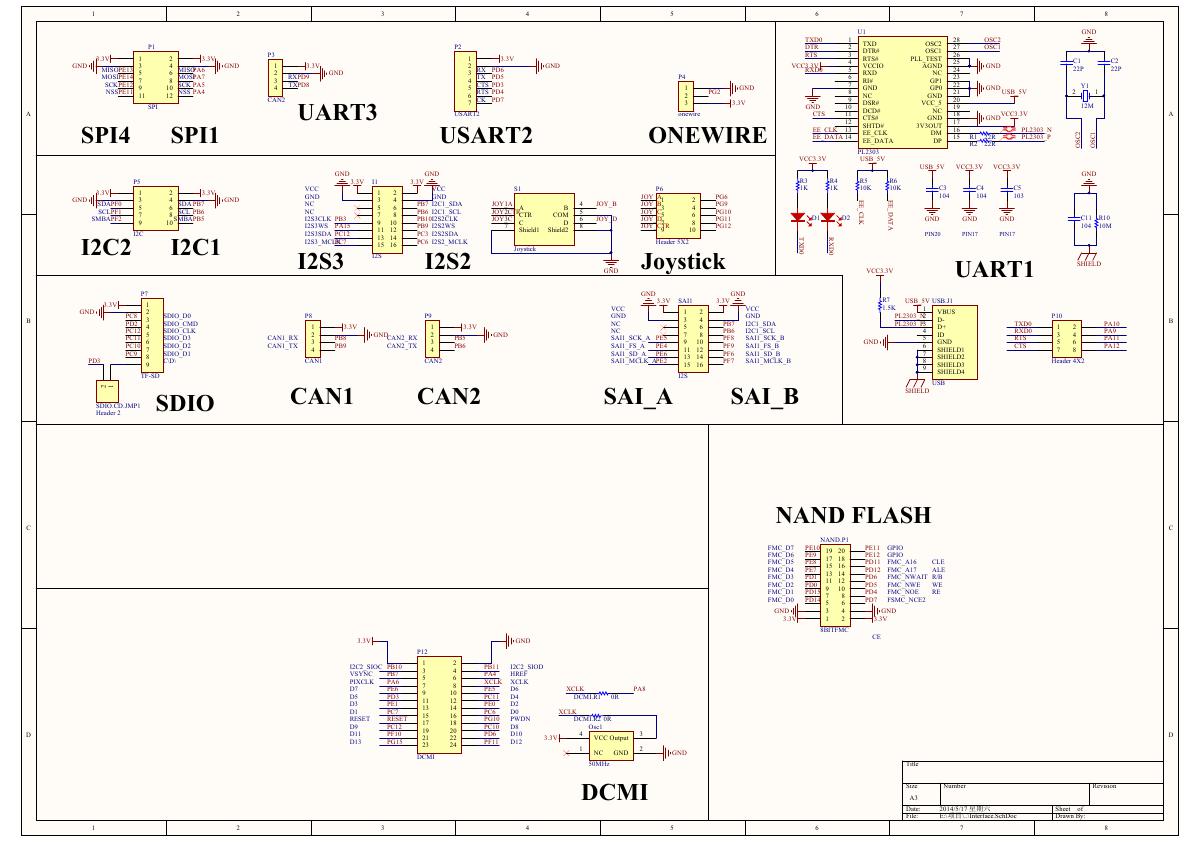 原理图(Open429Z-D-Schematic).pdf
原理图(Open429Z-D-Schematic).pdf 用户手册(Capacitive_Fingerprint_Reader_User_Manual_CN).pdf
用户手册(Capacitive_Fingerprint_Reader_User_Manual_CN).pdf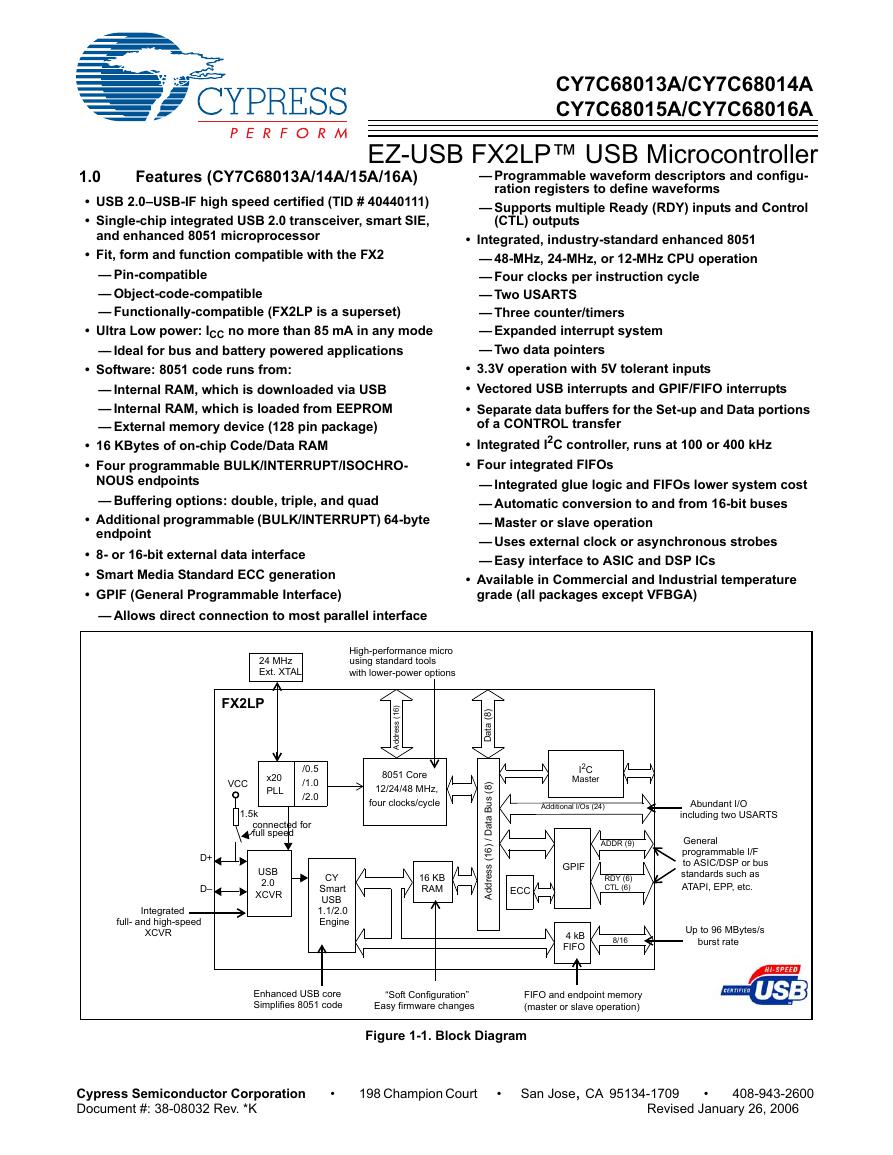 CY7C68013A(英文版)(CY7C68013A).pdf
CY7C68013A(英文版)(CY7C68013A).pdf TechnicalReference_Dem.pdf
TechnicalReference_Dem.pdf 23-S4P+与IRC5P的差别-ABB喷涂机器人培训.pdf22-RB1000-EXT外加电旋杯雾化器-ABB喷涂机器人培训.pdf21-RB1000内加电旋杯雾化器-ABB喷涂机器人培训.pdf20-IRC5P管路图-ABB喷涂机器人培训.pdf19-ABB喷涂设备-ABB喷涂机器人培训.pdf18-IRC5P的IPS系统-ABB喷涂机器人培训.pdf17-IPS 系统介绍-ABB喷涂机器人培训.pdf16-ABB喷涂机器人系统的命名规则-ABB喷涂机器人培训.pdf14-喷涂机器人常用软件-ABB喷涂机器人培训.pdf15-机器人启动及系统安装-ABB喷涂机器人培训.pdf13-喷涂机器人的校准(零位标定)-ABB喷涂机器人培训.pdf12-输入输出及工艺监控-ABB喷涂机器人培训.pdf
23-S4P+与IRC5P的差别-ABB喷涂机器人培训.pdf22-RB1000-EXT外加电旋杯雾化器-ABB喷涂机器人培训.pdf21-RB1000内加电旋杯雾化器-ABB喷涂机器人培训.pdf20-IRC5P管路图-ABB喷涂机器人培训.pdf19-ABB喷涂设备-ABB喷涂机器人培训.pdf18-IRC5P的IPS系统-ABB喷涂机器人培训.pdf17-IPS 系统介绍-ABB喷涂机器人培训.pdf16-ABB喷涂机器人系统的命名规则-ABB喷涂机器人培训.pdf14-喷涂机器人常用软件-ABB喷涂机器人培训.pdf15-机器人启动及系统安装-ABB喷涂机器人培训.pdf13-喷涂机器人的校准(零位标定)-ABB喷涂机器人培训.pdf12-输入输出及工艺监控-ABB喷涂机器人培训.pdf