CiA Draft Standard 420
CANopen
Profiles for extruder downstream devices
Part 4: Saw
Version: 3.0
31 January 2007
CAN in Automation (CiA) e. V.
�
Profiles for extruder downstream devices – Part 4: Saw
Changes
Publication of version 1.0 as draft standard proposal
Publication of version 2.0 as draft standard proposal
Publication of version 3.0 as draft standard
Editorial corrections and clarifications
Start request for saw program included
HISTORY
Date
2002-10-22
2004-02-27
2007-01-31
General information on licensing and patents
CAN in AUTOMATION (CiA) calls attention to the possibility that some of the elements of this
CiA specification may be subject of patent rights. CiA shall not be responsible for identifying
any or all such patent rights.
Because this specification is licensed free of charge, there is no warranty for this
specification, to the extent permitted by applicable law. Except when otherwise stated in
writing the copyright holder and/or other parties provide this specification “as is” without
warranty of any kind, either expressed or implied, including, but not limited to, the implied
warranties of merchantability and fitness for a particular purpose. The entire risk as to the
correctness and completeness of the specification is with you. Should this specification prove
failures, you assume the cost of all necessary servicing, repair or correction.
© CiA 2008
All rights reserved. Unless otherwise specified, no part of this publication may be reproduced or
utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm,
without permission in writing from CiA at the address below.
CAN in Automation e. V.
Kontumazgarten 3
DE - 90429 Nuremberg, Germany
Tel.: +49-911-928819-0
Fax: +49-911-928819-79
Url: www.can-cia.org
Email: headquarters@can-cia.org
2
CiA 2008 – All rights reserved
�
Profiles for extruder downstream devices – Part 4: Saw
CONTENTS
1 Scope ............................................................................................................................... 4
2 References ....................................................................................................................... 4
3 Abbreviations and definitions ............................................................................................ 4
3.1 Abbreviations........................................................................................................... 4
3.2 Definitions ............................................................................................................... 4
4 Operating principles .......................................................................................................... 4
4.1 General ................................................................................................................... 4
5 PDO specification ............................................................................................................. 4
5.1 Overview ................................................................................................................. 4
5.2 First TPDO .............................................................................................................. 5
5.3 Second TPDO.......................................................................................................... 7
5.4 First RPDO .............................................................................................................. 9
6 Application object specification ....................................................................................... 12
6.1 Object 6000h: Counter value .................................................................................. 12
6.2 Object 6001h: Actual saw counter .......................................................................... 12
6.3 Object 6002h: Product length set value .................................................................. 13
6.4 Object 6003h: Scaling factor .................................................................................. 13
6.5 Object 6004h: Saw minimum product length ........................................................... 14
6.6 Object 6005h: Saw sync speed set value ............................................................... 14
6.7 Object 6006h: Saw sync speed set maximum ......................................................... 15
6.8 Object 6007h: Product speed ................................................................................. 15
6.9 Object 6008h: Saw speed real maximum ................................................................ 16
6.10 Object 6009h: Height adjustments ......................................................................... 16
6.11 Object 600Ah: Saw cut depth ................................................................................. 17
6.12 Object 600Bh: Early warning length ....................................................................... 18
6.13 Object 6010h: Configuration word .......................................................................... 18
6.14 Object 6020h: Control word.................................................................................... 19
6.15 Object 6030h: Status word ..................................................................................... 21
CiA 2008 – All rights reserved
3
�
Profiles for extruder downstream devices – Part 4: Saw
1 Scope
The CANopen application profile for extruder downstream devices includes several parts:
Part 1 specifies general definitions
Part 2 specifies the device profile for the puller downstream device
Part 3 specifies the device profile for the corrugator downstream device
Part 4 specifies the device profile for the saw downstream device
Part 5 specifies the device profile for the co-extruder device
Part 6 specifies the device profile for the calibration-table downstream device
Note:
All parts of
Manufacturers for the Plastics and Rubber Industries (Euromap) and is documented there as Euromap 27.
this specification have been developed
jointly with
the European Committee of Machinery
This part specifies the CANopen interface for the saw downstream device.
2 References
/CiA420-1/
CiA 420, CANopen profile for extruder downstream devices – Part 1: General
definitions
The references given in /CiA420-1/ apply to this specification as well.
3 Abbreviations and definitions
3.1 Abbreviations
The abbreviations given in /CiA420-1/ apply to this specification as well.
3.2 Definitions
The definitions given in /CiA420-1/ apply to this specification as well.
4 Operating principles
4.1 General
The saw downstream device interface shall support all mandatory functions of /CiA301/ and
/CiA420-1/ as well as all mandatory functions defined in this specification.
5 PDO specification
5.1 Overview
Table 1 shows the process data mapped into TPDOs and RPDOs.
Table 1 – TPDO and RPDO mapping
PDO number
TPDO 1
Index/sub-index
6030 00h
6000 00h
(See Note)
Name/description
Status word
Counter value
Device-specific process data
4
CiA 2008 – All rights reserved
�
Profiles for extruder downstream devices – Part 4: Saw
PDO number
TPDO 2
RPDO 1
Index/sub-index
6001 00h
6007 00h
6020 00h
6005 00h
6002 00h
Name/description
Actual saw counter
Product speed
Control word
Saw sync speed set value
Product length value
Note:
process data
The TPDO 1 is able to map one and only one device-specific
5.2
First TPDO
This TPDO shall be transmitted to the master-extruder. It contains by default the status word
and the counter value.
Table 2 specifies the object description of the PDO communication parameter and Table 3
specifies the associated entry description. The values are defined in /CiA301/. The sub-index
04h is reserved for compatibility reasons and shall not be implemented.
Table 2 — Object description
Attribute
Index
Name
Object code
Data type
Category
Value
1800h
TPDO 1 communication parameter
Record
PDO communication parameter record
Mandatory
Table 3 — Entry description
Attribute
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Value
00h
Highest sub-index supported
Mandatory
const
No
02h to 05h
Device-specific
01h
COB-ID
Mandatory
const
No
4000 0180h + node-ID or C000 0180h + node-ID
4000 0180h + node-ID
CiA 2008 – All rights reserved
5
�
Profiles for extruder downstream devices – Part 4: Saw
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
02h
Transmission type
Mandatory
rw
Optional
See /CiA301/
01h
03h
Inhibit time
Optional
rw
No
See /CiA301/
0000h
05h
Event timer
Optional
rw
No
See /CiA301/
0000h
Table 4 specifies the object description of the PDO mapping parameter and Table 5 specifies
the associated entry description. The values are defined in /CiA301/. The unused bytes in the
data field shall only be used for a manufacturer-specific second status word.
Table 4 — Object description
Attribute
Index
Name
Object code
Data type
Category
Value
1A00h
TPDO 1 mapping parameter
Record
PDO mapping parameter record
Mandatory
Table 5 — Entry description
Attribute
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Value
00h
Highest sub-index supported
Mandatory
rw (constant in NMT operational state)
No
00h, 02h to 03h
02h
6
CiA 2008 – All rights reserved
�
Profiles for extruder downstream devices – Part 4: Saw
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
01h
1st application object
Mandatory
const
No
6030 00 10h
6030 00 10h
02h
2nd application object
Mandatory
const
No
6000 00 20h
6000 00 20h
03h
3nd application object
Mandatory
const
No
See /CiA301/
Device-specific
5.3
Second TPDO
This TPDO shall be transmitted to the master-extruder. It contains by default the actual saw
counter, and the product speed.
Table 6 specifies the object description of the PDO communication parameter and Table 7
specifies the associated entry description. The values are defined in /CiA301/. The sub-index
04h is reserved for compatibility reasons and shall not be implemented.
Table 6 — Object description
Attribute
Index
Name
Object code
Data type
Category
Value
1801h
TPDO 2 communication parameter
Record
PDO communication parameter record
Mandatory
CiA 2008 – All rights reserved
7
�
Profiles for extruder downstream devices – Part 4: Saw
Attribute
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Sub-index
Description
Entry category
Access
PDO mapping
Value range
Default value
Table 7 — Entry description
Value
00h
Highest sub-index supported
Mandatory
const
No
02h to 05h
Device-specific
01h
COB-ID
Mandatory
const
No
4000 0280h + node-ID
4000 0280h + node-ID
02h
Transmission type
Mandatory
rw
Optional
See /CiA301/
01h
03h
Inhibit time
Optional
rw
No
See /CiA301/
0000h
05h
Event timer
Optional
rw
No
See /CiA301/
0000h
Table 8 specifies the object description of the PDO mapping parameter and Table 9 specifies
the associated entry description. The values are defined in /CiA301/.
8
CiA 2008 – All rights reserved
�

(英文原版协议).pdf-第1页.png")
(英文原版协议).pdf-第2页.png")
(英文原版协议).pdf-第3页.png")
(英文原版协议).pdf-第4页.png")
(英文原版协议).pdf-第5页.png")
(英文原版协议).pdf-第6页.png")
(英文原版协议).pdf-第7页.png")
(英文原版协议).pdf-第8页.png")
 2025年软考高级信息系统项目管理师金色考点
2025年软考高级信息系统项目管理师金色考点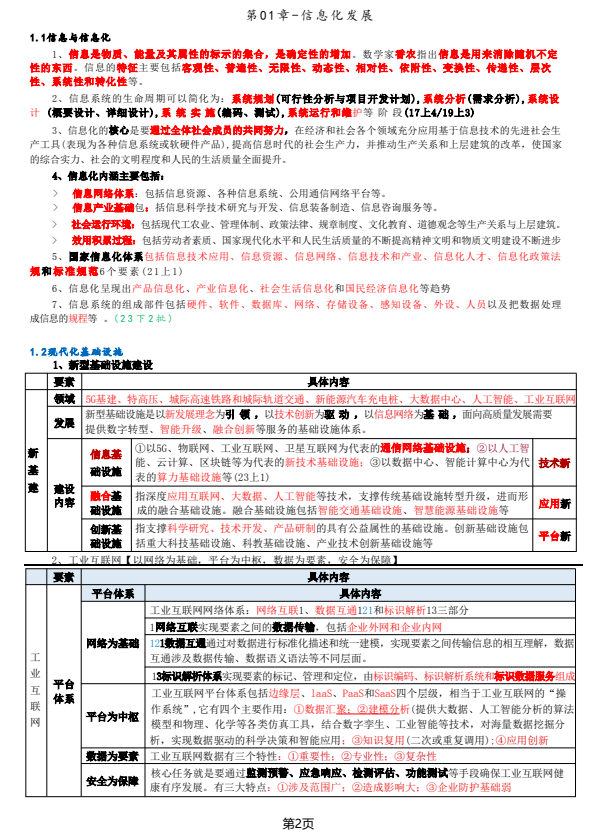 软考高项三色笔记
软考高项三色笔记 镇安县双鑫矿业月河年处理15万吨尾渣综合加工利用项目水土保持报告表
镇安县双鑫矿业月河年处理15万吨尾渣综合加工利用项目水土保持报告表  红杉资本:生成式AI最新市场格局.pdf
红杉资本:生成式AI最新市场格局.pdf wireshark 使用教程.pdf
wireshark 使用教程.pdf 【2021年-贝佐斯致股东的信】.pdf
【2021年-贝佐斯致股东的信】.pdf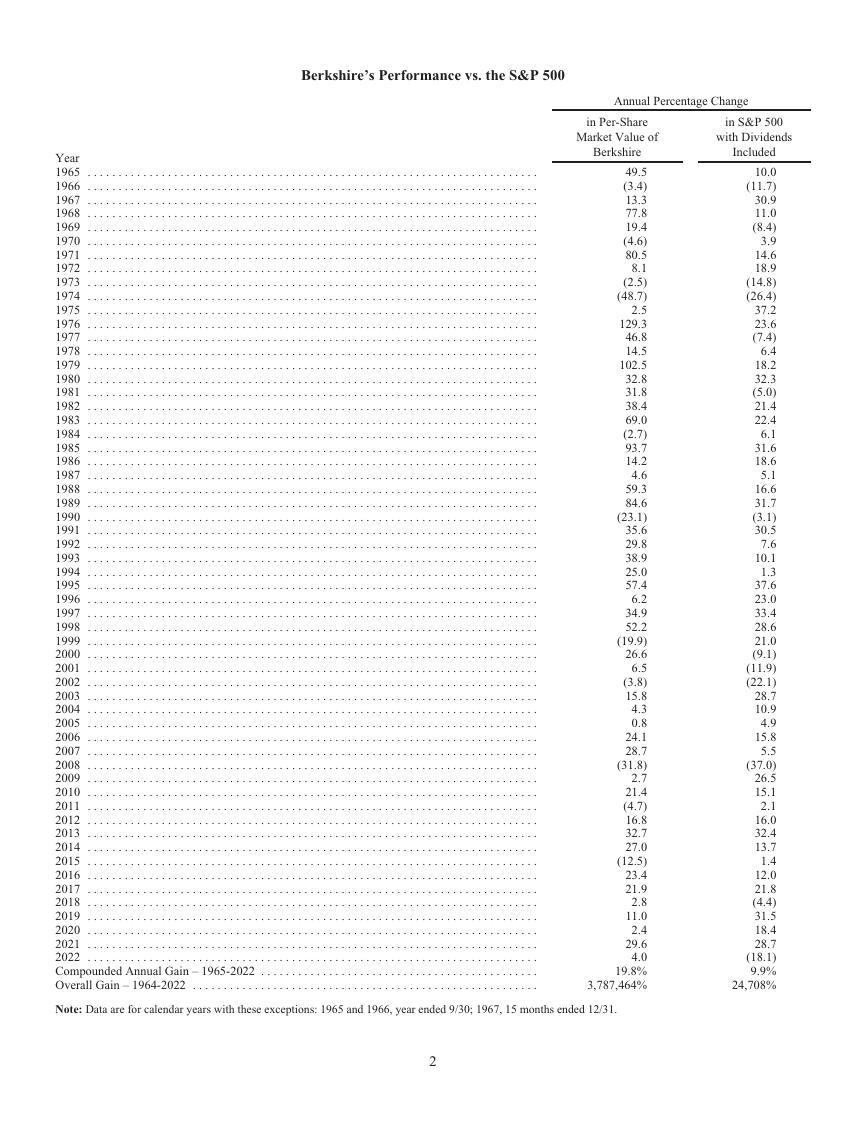 巴菲特致股东的公开信 - 2022.pdf
巴菲特致股东的公开信 - 2022.pdf MySQL 8.1 参考手册.pdf
MySQL 8.1 参考手册.pdf 世界银行报告下载:激进政策缩紧浪潮不足遏制通胀 全球经济衰退迫在眉睫(Is a Global Recession Imminent?).pdf
世界银行报告下载:激进政策缩紧浪潮不足遏制通胀 全球经济衰退迫在眉睫(Is a Global Recession Imminent?).pdf 红杉资本报告:适应与忍耐(Adapting to Endure).pdf
红杉资本报告:适应与忍耐(Adapting to Endure).pdf 高保真音响系统设计制作-毕业论文.doc
高保真音响系统设计制作-毕业论文.doc 一种自适应互补滤波姿态估计算法.pdf
一种自适应互补滤波姿态估计算法.pdf